Waagrechtstoßmaschine / Schnellhobler Klopp 375 SN: 63442
Geschichte:
Stoßmaschinen zählen zu den Werkzeugmaschinen.
Werkzeugmaschinen sind Maschinen, die zur Herstellung von Werkstücken dienen. Dabei wird die Bewegung des Werkzeugs relativ zum Werkstück durch die Maschine vorgegeben. Damit unterscheiden sie
sich von handgeführten Werkzeugen. Sie liefern stets reproduzierbare Werkstücke.
Es wird unterschieden zwischen:
- umformenden Maschinen (z.B. Pressen)
- Zerteilenden Maschinen, meist Zerteilen und Spanen
- Fügende Maschinen (z.B. Schweißen)
Mit Beginn der industriellen Revolution und dem damit verbundenen Übergang von Einzel- auf Serienfertigung, entstand ein Bedarf an Maschinen, mit denen man kostengünstig und schnell eine große
Stückzahl gleicher Teile herstellen konnte.
Dies führte zur Entwicklung und serienmäßigen Fertigung der Werkzeugmaschinen.
Für die spanende Fertigung waren dies vor allen Sägemaschinen, Bohrmaschinen, Drehmaschinen, Fräsmaschinen, Schleifmaschinen und auch die Stoßmaschinen.
Wurden anfangs die Maschinen noch von einer zentralen Dampfmaschine angetrieben, so erhielt ab etwa 1900 jede Maschine einen eigenen Elektroantrieb.
Mit fortschreitender Technik erhöhte sich auch der Automatisierungsgrad der Werkzeugmaschinen. Mit Einführung der CNC-Technik, sowie der Entwicklung von Schneidwerkstoffen, die immer höhere
Schnittgeschwindigkeiten erlaubten, wurde die Stoßmaschine erst aus der Serienfertigung, und ab 1980 fast vollständig aus der industriellen Produktion gedrängt. Wie man unten beim Aufbau einer
Stoßmaschine erkennen kann erfolgt nach einem Arbeitshub der inproduktive Rückhub des Schlittens. Die alternierende Bewegung des Schlittens begrenzt die Hubzahl und -geschwindigkeit, so dass
moderne Schneidwerkstoffe nicht ausgenutzt werden können. Außerdem sind diese Werkstoffe meist besonders bruchempfindlich und überstehen das ständige Eintauchen der Schneide an der Werkstückkante
nicht dauerhaft. Deshalb eignen sich gewöhnliche HSS-Werkzeuge am besten für das Stoßen. Übliche Schnittgeschwindigkeiten für Stoßen mit HSS liegen bei etwa 20 m/min. Schon mit dem Einsatz von
Hartmetallschneiden würde man eine um den Faktor 5 höhere Schnittgeschwindigkeiten erreichen. Dies ist aber aus den oben erwähnten Gründen nicht möglich.
Aufbau einer Stoßmaschine:
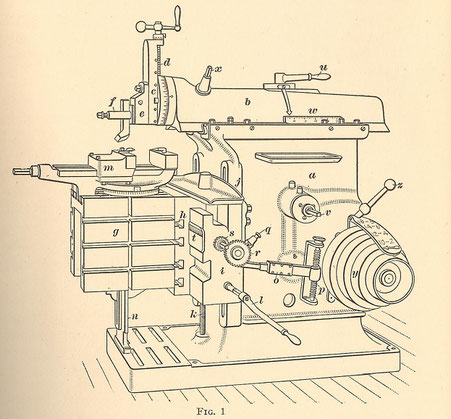

Bei der Stoßmaschine wird die drehende Bewegung des Antriebsmotors (in den Schaubildern als Riemenscheiben "Y" gekennzeichnet) über einen Kurbelschwingentrieb in eine lineare Bewegung des Schlittens "b"umgewandelt. Vorne am Schlitten ist der Werkzeughalter "f" angebracht, an diesem wird der Stoßmeissel geklemmt.
Beim Stoßen bewegt sich also das Werkzeug. Wirkt hingegen die Kurbelschwinge auf den Aufspanntisch, der das Werkstück trägt, spricht man definitionsgemäß vom Hobeln. Im deutschen Sprachraum werden die Begriffe häufig vermischt. Klopp, der ehemals bedeutendste deutsche Hersteller verkaufte seine Stoßmaschinen als Schnellhobler. Im englischem Sprachraum wird streng zwischen Shaper (Stoßmaschine) und Planer (Hobel) unterschieden. Shaper wurde als Shaping eingedeutscht.
Kleine Stoßmaschinen haben 150mm Hub und wiegen gerade mal 200kg. Übliche Stoßmaschinen wurden bis 1000mm Hub produziert. Diese wiegen dann schon ca. 3,5 Tonnen. Noch größere Maschinen wurden üblicherweise als Hobelmaschine gebaut. Eine der wenigen großen Werkstücke, die immer noch gehobelt werden sind die Weichenzungen für Eisenbahngleise. Das Weichenprofil muss dabei über mehrere Meter schräg angehobelt werden. Größere Stoßmaschinen und Hobelmaschinen werden meist nicht über den Kurbelschwingentrieb sondern hyrdraulisch angetrieben.
Bilder aus: Shaper and Slotter Work, International Textbook Company of Scranton, Vol #181B, 1927
Die Kinematik / Der Kurbelschwingentrieb:
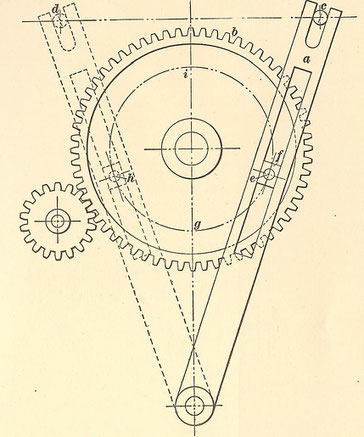
text
Kaufentscheidung:
Für Hobbyanwendungen haben Stoßmaschinen gegenüber den verbreiteteren Fräsmaschinen einige Vorteile:
- Sehr geringe Werkzeugkosten aufgrund der einfachen Schneidengeometrie. Im Gegensatz zu Fräsern lassen sich Hobelstähle am Schleifbock, notfalls sogar mit der Flex nachschleifen Wie oben erklärt, sind die Schneidwerkzeuge meist aus gewöhnlichem HSS und lassen sich mit einer handelsüblichen Korundscheibe einwandfrei schleifen. Fräser sind in der Anschaffung, sowie beim Schärfen wesentlich teuerer, da sie zum Schärfen aufgrund der komplizierteren Schneidengeometrie eine Werkzeugschleifmaschine erfordern.
- -Es lassen sich nahezu alle auf einer konventionellen Fräsmaschine herstellbaren Geometrien erzeugen.
- Es lassen sich sehr schöne spiegelnde Oberflächen erzielen (scharfer Meißel vorausgesetzt). Gerade beim Planen größerer Flächen stören beim Fräsen öfters die Kreisspuren, die durch nicht 100%ig winkeligen Aufbau und durch fehlende Maschinensteifigkeit der Hobbyfräsmaschinen durch den Fräser entstehen.
- Durch den automatischen Vorschub zeilt der Hobel eine Fläche ohne Eingriffe vollständig ab, und schaltet sich anschließend selber aus (falls Endabschalter vorhanden).
- Aufgrund der einfachen Schneidengeometrie reagieren Hobelstähle beim Bearbeiten von Gußoberflächen nicht so empfindlich auf Zunderschichten und Gußhäute sowie auf Sandeinschlüsse an der Öberfläche. Schneiden von Fräsern brechen bei einer sogearteten Bearbeitung gerne.
- Sehr günstige Gebrauchtmaschinenpreise
Die alternierende Bewegung des Schlittens erfordert ein hohes Maschinengewicht. Dies sorgt für eine solide und steife Bauart der Maschine. Der Hobbyhandwerker wird jedoch dadurch vor gewisse logistische Probleme gestellt. Die erforderlich Grundfläche für die Aufstellung der Maschine ist bei gleichen Bearbeitungsmaßen größer als bei einer Fräsmaschine.
In der Abwägung der Vor- und Nachteile für die Anschaffung einer ersten Werkzeugmaschine schneidet für den Heimmaschinisten die Stoßmaschine günstiger gegenüber einer Fräsmaschine ab.